2k formar
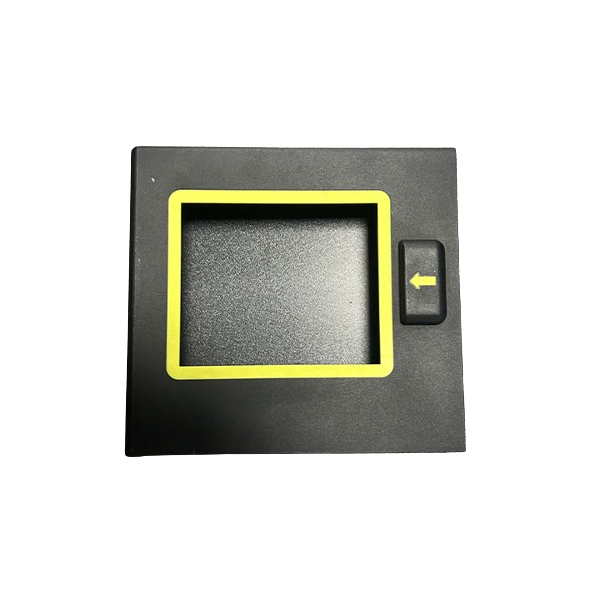
2K-formar, även kända som tvåstegsformar eller tvåkomponentsformar, är specialformar som används i formsprutningsprocesser för att producera plastdelar med två olika material eller färger i en enda operation. Dessa formar möjliggör skapandet av komplexa delar med flera funktioner eller egenskaper utan behov av sekundära monteringsprocesser.
Våra formtekniker har omfattande erfarenhet av formdesign och konstruktion för 2k-formar.
Välj oss för pålitliga, innovativa och kostnadseffektiva formtillverkningslösningar för dina 2K-formprojekt!